



【缺陷检测】缺陷检测决定成败
来源:本站 时间:2021/7/22 14:45:46 次数:
针对复杂的装配和表面缺陷线上检测应用提供总承包解决方案
VIS-I解决方案是一个完整的集成式检测站,其利用Radiant Vision Systems的ProMetric®成像亮度计或色度计、明视场照明和可编程检测软件,来识别复杂组件装配方面的以及低对比度零件表面上的细微缺陷。该系统可轻松添加到生产线上实时执行检测,相比人工检测员和传统机器视觉系统,能够实现更高的精度和可重复性,而且仅占用生产线上一名人工检测员所需的空间。VIS-I能够按序列号跟踪所检测的零件,同时记录缺陷、缺陷类型和缺陷趋势数据。该系统使用Radiant业界领先的TrueTest™自动化视觉检测软件中包含的广泛检测工具,可同时或按顺序执行一系列机器视觉检测(包括定位、计数、测量、OCR等)。
VIS-I系统适用于广泛的检测应用,包括高度复杂机电组件的子装配和总装配验证、高价值部件上细微瑕疵的识别等表面外观的检测、基材上面或内部异物的识别等点缺陷的检测等。
复制人眼的检测和判断能力
在一些制造环境中,传统机器视觉的功能已无法满足要求,原因在于,这些制造环境不仅需要人工检测员对缺陷的卓越感知能力,同时还需要自动化系统的高效率,VIS-I系统可以为其提供理想的解决方案。
人工检测员能够凭借感知能力检测到细微的缺陷,并判断缺陷类型、其总体和范围是否在可接受的公差范围以内。然而,在连续检测复杂零件和细微变化数小时之后,人工检测员在身体上和精神上都会感觉疲劳,从而导致他们的检测准确性下降。当然,可安排另一名检测员同时执行重复性检测,可能是一种解决方案,但这会导致成本昂贵。只需计算一下人工检测员在两到四个月内的平均流动率,我们就会发现,为支持这种模式的检测操作,企业在人员招聘和培训方面需要投入大量的时间和成本,这将使问题进一步复杂化。而VIS-I自动化视觉检测解决方案凭借性能的连续性和可靠性,能够通过单次检测提供绝对的准确性。VIS-I经过标定后,能够模拟人类视觉对于对比度的灵敏性,这使其能够同时识别多样化的模糊特征,无需重复检测。同时,该系统还具有先进的逻辑功能,能够运用特定的缺陷公差来确定通过/未通过,同时还可向人工检测员提供卓越的客观性和可重复性。
无以伦比的相机分辨率和动态范围
机器视觉检测系统的性能取决于高质量图像的采集,确保系统能够“看到”零件和缺陷的更多细节,并运用具有意义的评估来限定这些细节。标准机器视觉相机传感器的分辨率通常为100万到500万像素。而VIS-I检测系统能够充分利用瑞淀光学系统ProMetric成像亮度计和色度计的卓越分辨率(可达2900万像素)和动态范围(可达73.4 dB),实现无以伦比的图像清晰度。
ProMetric相机的CCD传感器具有高动态范围,这使系统能够检测到零件表面上由于光线反射而引起的发丝般细微的变化(如:阴影表明有刮痕,光谱反射表明有金属部件)。此特征与相机的高分辨率相结合,使得VIS-I能够以极高的精度采集图像,并对缺陷进行分类,同时维持较高的图像处理速度和较低的图像噪声(ProMetric相机CCD传感器的隔行冷却功能可减少噪声)。VIS-I甚至还能够检测到人工检测员可能会忽视的缺陷,包括玻璃上的轻微刮痕、键盘上不同键之间不到1 mm的间隙变化、黑色部件上钻孔内微小黑色螺钉的存在/缺失。VIS-I能够在高度精确的公差范围内提供生产级的检测解决方案,不仅具备机器视觉系统的客观性、耐久性和可重复性,同时还可实现等同于甚至超越人类感知的视觉检测能力。这种组合解决了高价值和高风险产品制造对于运行效率和产品绝对质量的需求。
基于亮度计的图像分析
由于VIS-I系统的机器视觉软件基于Radiant Vision Systems业界领先的光学测量软件,VIS-I能够采用与光线特性评估相同的方法来检测组件的复杂细节。用户可充分利用用于检测(发光部件中)可见光均匀性最小可觉差的软件工具,来检测(非发光部件上的)异常对比度变化。该功能使VIS-I能够跟人工检测员一样识别未知位置上(未编程的感兴趣点)的未知缺陷(无法预测的特征和形状)。但与人工检测员不同的是,VIS-I系统能够精确地检测特定类型的缺陷,并将这些缺陷分类,为每种缺陷分配特定的值,并针对可见区域上不同缺陷的严重程度、范围或扩散性,量化准确的可接受公差范围。VIS-I可以独立运行,无需人工检测员,也可在需要人工检测员的应用中,用于扩大或执行人工检测验证。
系统可直接安装到生产线上
VIS-I经过专门设计,可直接集成到生产线上,凭借可调节框架,其能够适应525 mm至950 mm高度的输送带需求。运行总占地面积为1860 mm (H) x 800 mm (W) x 700 mm (D)以内,仅占用生产线上一名人工检测员所需的空间。集成式ProMetric相机和机器视觉照明装置全部封装在VIS-I框架内,不仅可防止干扰其他设备,而且消除了环境光线的影响,从而使VIS-I能够采集到对比度最高的图像,确保对零件进行可靠的检测。由于生产线上的零件始终处于运动状态,VIS-I系统内的集成式传感器(用户也可以选择集成读码器)可提供“零件就地”触发功能,当零件进入视场后,及时提示相机和照明装置采集零件图像。这种方法可支持高达每秒122 mm(0.4英尺)的生产线速度,零件之间的索引时间可短至7秒。
经过专门设计,可满足不同的检测需求
所有成功的机器视觉安装都需要全面了解每项检测的要求。Radiant的应用工程师团队与客户紧密合作,以确定最适合他们的VIS-I规格,并调整系统,以精确地满足各种定义参数。每个VIS-I系统在部件和设计方面都是独一无二的,其系统高度、集成照明、照明装置的几何特征和相机都可根据需要调整或更换,以满足各种系统尺寸、零件表面和形状以及成像分辨率需求。制造商可以选择ProMetric Y 系列成像亮度计(分辨率选项:200万、1600万和2900万像素)进行单色成像,也可以选择ProMetric I 系列成像色度计(分辨率选项:200万、800万、1600万和2900万像素)解决需要进行色彩识别、匹配和验证的彩色成像应用。所有相机都可与ProMetric或TrueTest软件平台搭配使用,访问Radiant的完整图像分析和检测工具库。
经过现场广泛验证的测试定序软件,提供完整的机器视觉工具库
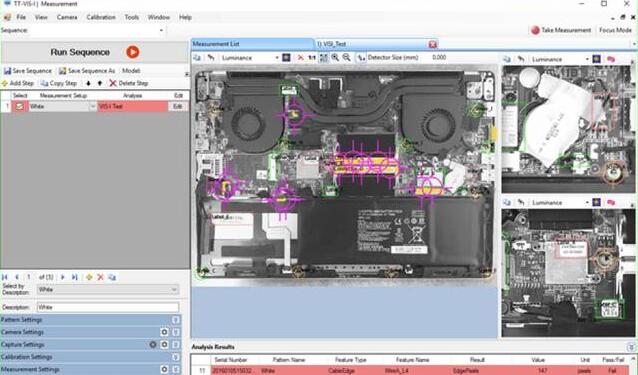
VIS-I系统软件基于Radiant经过现场广泛验证的TrueTest™软件,拥有全面的检测工具库,可执行各种基本的机器视觉功能,来对机电组件进行验证和测量。这些工具可确保设备及其部件的制造精度(工具包括定位、测量、存在/缺失、边线检测、测量等)。
通过充分利用高分辨率、高动态范围以及基于亮度计评估最小可觉差(JND)功能,VIS-I还能够执行表面检测,识别刮痕、压痕、点和异物等异常缺陷。VIS-I利用基于亮度计的梯度和对比度评估,来定位和识别整个图像中的对比度异常性,从而能够检测到传统机器视觉系统可能会忽视的细微缺陷,避免所装配的设备出厂后由此引起潜在故障。
产品主要特色和亮点:
· 与安排多名人工检测员执行重复性检测相比,能够以更高的精度和一致性评估产品质量
· 跟踪缺陷趋势,按类型、测试或产品上的位置对缺陷进行分类,以确定范围和严重程度
· 在低对比度缺陷和组件识别方面,与人类感知能力相当
· 仅占用生产线上一名人工检测员所需的空间,就能够实现自动化线上检测
· 全天候(24小时/7天)运行,并确保高度的可重复性
· 即使较大的被检产品,也只需采集单个图像就能进行测量
· 分析软件能够针对每个特定的检测应用设置复杂的通过/未通过标准
典型应用:
VIS-I系统将无以伦比的高分辨率成像功能与最强大的机器视觉软件工具库充分结合在一起,能够检测到传统机器视觉相机通常可能会忽视的缺陷。VIS-I系统可直接安装到生产线上,帮助用户在解决各种应用的同时,仍能保证连续生产,包括:
子装配验证:电线/电缆、紧固件、连接件、螺钉和内部组件的存在、位置及路径
总装配验证:间隙、步骤、粘合、孔径对齐、标签/标识质量及张贴
外观质量控制:刮痕、压痕、指纹、灰尘、气泡、点缺陷
产品跟踪、报告及制造记录,用于流程控制
VIS-I解决方案是一个完整的集成式检测站,其利用Radiant Vision Systems的ProMetric®成像亮度计或色度计、明视场照明和可编程检测软件,来识别复杂组件装配方面的以及低对比度零件表面上的细微缺陷。该系统可轻松添加到生产线上实时执行检测,相比人工检测员和传统机器视觉系统,能够实现更高的精度和可重复性,而且仅占用生产线上一名人工检测员所需的空间。VIS-I能够按序列号跟踪所检测的零件,同时记录缺陷、缺陷类型和缺陷趋势数据。该系统使用Radiant业界领先的TrueTest™自动化视觉检测软件中包含的广泛检测工具,可同时或按顺序执行一系列机器视觉检测(包括定位、计数、测量、OCR等)。
VIS-I系统适用于广泛的检测应用,包括高度复杂机电组件的子装配和总装配验证、高价值部件上细微瑕疵的识别等表面外观的检测、基材上面或内部异物的识别等点缺陷的检测等。
复制人眼的检测和判断能力
在一些制造环境中,传统机器视觉的功能已无法满足要求,原因在于,这些制造环境不仅需要人工检测员对缺陷的卓越感知能力,同时还需要自动化系统的高效率,VIS-I系统可以为其提供理想的解决方案。
人工检测员能够凭借感知能力检测到细微的缺陷,并判断缺陷类型、其总体和范围是否在可接受的公差范围以内。然而,在连续检测复杂零件和细微变化数小时之后,人工检测员在身体上和精神上都会感觉疲劳,从而导致他们的检测准确性下降。当然,可安排另一名检测员同时执行重复性检测,可能是一种解决方案,但这会导致成本昂贵。只需计算一下人工检测员在两到四个月内的平均流动率,我们就会发现,为支持这种模式的检测操作,企业在人员招聘和培训方面需要投入大量的时间和成本,这将使问题进一步复杂化。而VIS-I自动化视觉检测解决方案凭借性能的连续性和可靠性,能够通过单次检测提供绝对的准确性。VIS-I经过标定后,能够模拟人类视觉对于对比度的灵敏性,这使其能够同时识别多样化的模糊特征,无需重复检测。同时,该系统还具有先进的逻辑功能,能够运用特定的缺陷公差来确定通过/未通过,同时还可向人工检测员提供卓越的客观性和可重复性。
无以伦比的相机分辨率和动态范围
机器视觉检测系统的性能取决于高质量图像的采集,确保系统能够“看到”零件和缺陷的更多细节,并运用具有意义的评估来限定这些细节。标准机器视觉相机传感器的分辨率通常为100万到500万像素。而VIS-I检测系统能够充分利用瑞淀光学系统ProMetric成像亮度计和色度计的卓越分辨率(可达2900万像素)和动态范围(可达73.4 dB),实现无以伦比的图像清晰度。
ProMetric相机的CCD传感器具有高动态范围,这使系统能够检测到零件表面上由于光线反射而引起的发丝般细微的变化(如:阴影表明有刮痕,光谱反射表明有金属部件)。此特征与相机的高分辨率相结合,使得VIS-I能够以极高的精度采集图像,并对缺陷进行分类,同时维持较高的图像处理速度和较低的图像噪声(ProMetric相机CCD传感器的隔行冷却功能可减少噪声)。VIS-I甚至还能够检测到人工检测员可能会忽视的缺陷,包括玻璃上的轻微刮痕、键盘上不同键之间不到1 mm的间隙变化、黑色部件上钻孔内微小黑色螺钉的存在/缺失。VIS-I能够在高度精确的公差范围内提供生产级的检测解决方案,不仅具备机器视觉系统的客观性、耐久性和可重复性,同时还可实现等同于甚至超越人类感知的视觉检测能力。这种组合解决了高价值和高风险产品制造对于运行效率和产品绝对质量的需求。
基于亮度计的图像分析
由于VIS-I系统的机器视觉软件基于Radiant Vision Systems业界领先的光学测量软件,VIS-I能够采用与光线特性评估相同的方法来检测组件的复杂细节。用户可充分利用用于检测(发光部件中)可见光均匀性最小可觉差的软件工具,来检测(非发光部件上的)异常对比度变化。该功能使VIS-I能够跟人工检测员一样识别未知位置上(未编程的感兴趣点)的未知缺陷(无法预测的特征和形状)。但与人工检测员不同的是,VIS-I系统能够精确地检测特定类型的缺陷,并将这些缺陷分类,为每种缺陷分配特定的值,并针对可见区域上不同缺陷的严重程度、范围或扩散性,量化准确的可接受公差范围。VIS-I可以独立运行,无需人工检测员,也可在需要人工检测员的应用中,用于扩大或执行人工检测验证。
系统可直接安装到生产线上
VIS-I经过专门设计,可直接集成到生产线上,凭借可调节框架,其能够适应525 mm至950 mm高度的输送带需求。运行总占地面积为1860 mm (H) x 800 mm (W) x 700 mm (D)以内,仅占用生产线上一名人工检测员所需的空间。集成式ProMetric相机和机器视觉照明装置全部封装在VIS-I框架内,不仅可防止干扰其他设备,而且消除了环境光线的影响,从而使VIS-I能够采集到对比度最高的图像,确保对零件进行可靠的检测。由于生产线上的零件始终处于运动状态,VIS-I系统内的集成式传感器(用户也可以选择集成读码器)可提供“零件就地”触发功能,当零件进入视场后,及时提示相机和照明装置采集零件图像。这种方法可支持高达每秒122 mm(0.4英尺)的生产线速度,零件之间的索引时间可短至7秒。
经过专门设计,可满足不同的检测需求
所有成功的机器视觉安装都需要全面了解每项检测的要求。Radiant的应用工程师团队与客户紧密合作,以确定最适合他们的VIS-I规格,并调整系统,以精确地满足各种定义参数。每个VIS-I系统在部件和设计方面都是独一无二的,其系统高度、集成照明、照明装置的几何特征和相机都可根据需要调整或更换,以满足各种系统尺寸、零件表面和形状以及成像分辨率需求。制造商可以选择ProMetric Y 系列成像亮度计(分辨率选项:200万、1600万和2900万像素)进行单色成像,也可以选择ProMetric I 系列成像色度计(分辨率选项:200万、800万、1600万和2900万像素)解决需要进行色彩识别、匹配和验证的彩色成像应用。所有相机都可与ProMetric或TrueTest软件平台搭配使用,访问Radiant的完整图像分析和检测工具库。
经过现场广泛验证的测试定序软件,提供完整的机器视觉工具库
VIS-I系统软件基于Radiant经过现场广泛验证的TrueTest™软件,拥有全面的检测工具库,可执行各种基本的机器视觉功能,来对机电组件进行验证和测量。这些工具可确保设备及其部件的制造精度(工具包括定位、测量、存在/缺失、边线检测、测量等)。
通过充分利用高分辨率、高动态范围以及基于亮度计评估最小可觉差(JND)功能,VIS-I还能够执行表面检测,识别刮痕、压痕、点和异物等异常缺陷。VIS-I利用基于亮度计的梯度和对比度评估,来定位和识别整个图像中的对比度异常性,从而能够检测到传统机器视觉系统可能会忽视的细微缺陷,避免所装配的设备出厂后由此引起潜在故障。
产品主要特色和亮点:
· 与安排多名人工检测员执行重复性检测相比,能够以更高的精度和一致性评估产品质量
· 跟踪缺陷趋势,按类型、测试或产品上的位置对缺陷进行分类,以确定范围和严重程度
· 在低对比度缺陷和组件识别方面,与人类感知能力相当
· 仅占用生产线上一名人工检测员所需的空间,就能够实现自动化线上检测
· 全天候(24小时/7天)运行,并确保高度的可重复性
· 即使较大的被检产品,也只需采集单个图像就能进行测量
· 分析软件能够针对每个特定的检测应用设置复杂的通过/未通过标准
典型应用:
VIS-I系统将无以伦比的高分辨率成像功能与最强大的机器视觉软件工具库充分结合在一起,能够检测到传统机器视觉相机通常可能会忽视的缺陷。VIS-I系统可直接安装到生产线上,帮助用户在解决各种应用的同时,仍能保证连续生产,包括:
子装配验证:电线/电缆、紧固件、连接件、螺钉和内部组件的存在、位置及路径
总装配验证:间隙、步骤、粘合、孔径对齐、标签/标识质量及张贴
外观质量控制:刮痕、压痕、指纹、灰尘、气泡、点缺陷
产品跟踪、报告及制造记录,用于流程控制